Manufacturing Processes
What is Rubber Moulding?
Rubber moulding is the process by which custom rubber mouldings and standard rubber products are created for various applications. We are expert rubber moulders with quality rubber moulding facilities that can produce a wide variety of medium volume rubber products in the entire range of elastomeric thermoset materials. Rubber injection moulding and rubber compression moulding products are amongst

How are Rubber Mouldings Manufactured?
As a rubber moulding company that manufactures a full range of custom commercial rubber products, we offer expertise in design, rubber moulding material selection, manufacture method and cost-effective solutions. We offer both a volume manufacture service, supplying to a schedule or one-off quantity order, as well as low volume specialist work, requiring standard or custom rubber mouldingseither for prototyping and development or for bespoke project requirements. Using production facilities including injection moulding machines up to 1 litre capacity, and more than 20 transfer and compression moulding machines, we produce items ranging from a fraction of a gram up to 5 kg in weight.
Rubber Moulding Types and Materials
We mould rubber products in all the common compounds, including:
Neoprene ®
Nitrile
Natural Rubber
Silicone
In addition to this, we also produce specialist high-performance elastomers such as:
Hydrogenated Nitrile
Viton ®
Aflas ®
Perfluoroelastomer
As specialist rubber moulders, we also offer a custom compounding service so that we can cover the whole material spectrum. This allows us to provide a complete technical service and solve individual design or application issues with a dedicated custom rubber moulding compound.
Our technical staff is always available to discuss any challenges faced by our customers, and our extensive experience as rubber manufacturers
Rubber Moulding Expertise
Our longstanding history as rubber manufacturers and rubber moulders means that we have an extensive collection of standard mould tools for the cost effective and speedy production of industrial rubber items such as rubber grommets, coupling rubbers, bushes, bellows, rubber O rings and rubber seals. We also specialise in highly technical composite and rubber to metal bondings, custom bespoke parts and the prototyping of pre-production rubber moulding products.
We have in-house facilities for substrate preparation prior to bonding processes. Our tooling is designed and manufactured in-house, using industry-leading CAD/CAM packages. In addition to this , all trimming and finishing operations are carried out on site, to ensure the highest quality levels, supplemented with cryogenic de-flashing and other automated techniques.


Volumes and Quick Lead Times
We maintain sufficient capacity and expertise to offer very short lead times where the customer requires exceptional service. Meanwhile, our planning systems ensure we maintain a consistent workflow to deliver a consistent service across our vast range of rubber moulded products and customers.
Custom Rubber Moulding and Stockholding
To provide a wide variety of solutions, we hold a range of standard and common rubber mouldings including gaskets, seals and grommets. These products are cost effective and we can supply these parts and components rapidly. Our delivery times for rubber moulded products are excellent, providing a fast turnaround for many industries that demand this from our services
Rubber to metal bonding
Thanks to our expertise, equipment and fine-tuned processes, we can produce a vast range of rubber to metal bonded products in small to medium volume for a variety of industrial applications.
What is rubber to metal bonding?
Rubber to metal bonding is when rubber is mechanically bonded to a metal insert during the moulding process. The process of vulcanising rubber to metal first starts with preparing the metal inserts for production using a degreasing system to remove any contaminants from the parts, after which, a heat activated adhesive is sprayed onto the inserts and then the moulding process is undertaken. In most cases, bonding rubber to metal is beneficial for components that require the flexible properties of rubber, as well as the strength of metal.

| Rubbers | Metallic Substrates |
|---|---|
| Natural | Brass |
| Nitrile | Stainless Steel |
| Neoprene® | Mild Steel |
| Aflas® | Aluminium |
| FKM (Viton®) | Titanium |
| Silicone | |
| Fluorosilicone | |
| HNBR | |
| EPDM |
How to bond rubber to metal


we specialise in custom solutions for rubber to metal bonding applications, in addition to numerous rubber over-moulding applications. When bonding rubber to metal, rubber materials are vulcanised, meaning that they are chemically attached to themetallic insert, which may be made of metals such as stainless steel or aluminium.
The process of creating rubber to metal bonded parts involves mechanically bonding rubber to the metal insert of your choice during the moulding process. At the start of the rubber to metal bonding process, the inserts are initially degreased, removing any potential contaminants prior to applying the adhesive to the parts. Thereafter, a heat activated adhesive is sprayed onto the metallic insert(s). Once the metals have been prepared, these inserts are then placed into each cavity of the rubber mould.
For metal inserts being encapsulated into the rubber, special chaplet pins are added into the mould to suspend the insert in the mould, therefore allowing the rubber to flow freely around the metal. It is once the actual inserts are in place, that the usual rubber moulding process can then commence. The adhesive on the metals is activated once the mould is closed and the moulding process begins, allowing the inserts to effectively bond to the rubber as part of the rubber to metal bonding process.
Our metal bonded rubber products deliver excellent adhesion every time. We can help assist you with any unique product designs and can assist you in developing your bonded rubber to steel parts.
Benefits and challenges when bonding rubber to metal
There are a wide number of advantages that rubber to metal bonding can offer. Some of the benefits that rubber to metal bonded parts offer include:
- The finished parts are exceptionally strong and durable.
- The process offers a simple and effective method of bonding most rubber surfaces.
- They reduce the number of parts in an assembly allows you to reduce assembly time.
- They can help prevent errors that could typically occur at the point of assembly, including incorrect installation or orientation of a seal, as well as any potential scrapes to the seal during assembly that could damage its overall performance.

Potential challenges when bonding rubber to metal
As with any project, it is important to consider any potential challenges that could lie ahead when bonding rubber to steel parts, or other metals. In some instances, brass can be particularly problematic. This is because brass contains lead that can chemically counteract rubber bonding. Furthermore, softer, free-cutting brass materials typically have higher lead content and can be difficult to bond. Therefore, a brass material with the lowest possible level of lead content will often be more appropriate. FKM (Viton®) rubber can also present a challenge when bonding rubber to metal. These are just a handful of the considerations that our technical experts can help you with, so that you can be sure to find the rubber to metal bonded part that will meet your requirements.
Applications where rubber to metal bonded parts can be used
Rubber to metal bonding is typically used for the isolation of noise and vibration in many automotive and engineering applications. For example, rubber to metal bonded parts can be used in valve assemblies, rollers and shafts.
Other applications that employ rubber to metal bonded products include:
- Mounts for motors.
- General rubber to metal bonded parts for the rail and transport industries.
- Locomotive suspension parts.
Rubber to PTFE bondings for small to medium volumes for a wide range of industries
At times when a traditional seal cannot provide a good solution, bonding rubber to PTFE can be considered as a more viable option. we can support you with designing and developing PTFE rubber bondings to meet your specific requirements.
Thanks to our in-house state-of-the-art machinery and fine-tuned processes, we can produce a vast range of rubber mouldings bonded to PTFE in small to medium volume for a variety of industry applications. These processes can be undertaken in a number of materials, that we have in stock, backed up by full support from our technical experts and subcontractors.
What is PTFE rubber bonding?
PTFE rubber bonding is when rubber is mechanically bonded to a PTFE insert during the moulding process. The process of bonding rubber to PTFE first starts with preparing the PTEF inserts for production using a degreasing system to remove any contaminants from the parts, after which, a heat activated adhesive is applied onto the inserts using a spray-like motion. Thereafter, the moulding process can take place.
As well as PTFE, rubber bonding can also be successfully undertaken with a number of rubber compounds and the following substrates:
| Rubbers | Metallic Substrates |
|---|---|
| Natural | PTFE |
| Nitrile | Carbon Fibre |
| Neoprene® | Peek® |
| Aflas® | Acetal |
| FKM (Viton®) | Acrylic |
| Silicone | |
| HNBR | |
| EPDM |
we are also able to assist you with bonding to more traditional materials, including rubber bonding to various metals, such as stainless steel and aluminium
Potential challenges when bonding rubber to metal
One of the key aspects of rubber is its friction coefficient. Given that PTFE is one of the most slippery solids, it can be extremely difficult for anything to adhere to it. The PTFE rubber bonding process could provide the ideal solution for this.
Friction can often be considered an asset. For example, with tyres, grip is essential and carefully engineered. However, at other times, friction can be a liability, where a compliant rubber seal is required to touch a moving surface in order to control the fluid it is wiping away, but it creates too much friction or wear.
A way of achieving the best of both worlds is through bonding rubber and PTFE together to create a low friction, yet compliant, seal.
Applications where bonding rubber to PTFE is used
Rubber mouldings bonded to PTFE can be used in a number of settings. There are a number of ways in which dissimilar materials can be combined to create high performance products. For example, rotary or linear shaft seals often require a rubber element to energise the lip of the seal against the shaft that it moves against, however, if the tip speed of the seal is too great, it can overheat the fine seal lip and result in excessive wear and leaks. This is where a PTFE rubber bonding can provide an effective solution.
A PTFE insert bonded right at the point of contact of the seal to the shaft can greatly reduce the friction and wear experienced but can still be held in shape by the natural elasticity of the rubber surrounding and supporting it. Seals created by bonding PTFE to rubber can be more expensive to manufacture, but for critical applications where overall performance cannot be delivered in any other way, they are very cost effective in the long-term.
Which type of material can be used when creating a moulding bonded to PTFE?
The majority of polymer materials can be bonded to PTFE, which means a wide range of applications can be accommodated and various grades of PTFE can be used.
In order to achieve optimal strength, even lower friction or improved wear rates, PTFE can also be modified with various fillers that extend the properties of the material to perform in specific ways, yet still bond to rubber to provide the perfect combination for any given application.
Can PTFE to rubber bonding only be used when creating a seal?
PTFE to rubber bonding is not just applicable when creating seals, as this process can be used for developing alternative products, such as composite wear pads where a PTFE block is bonded to a rubber carrier to provide a compliant, yet low friction surface for linear track applications. The possibilities are really endless for this combination of materials.
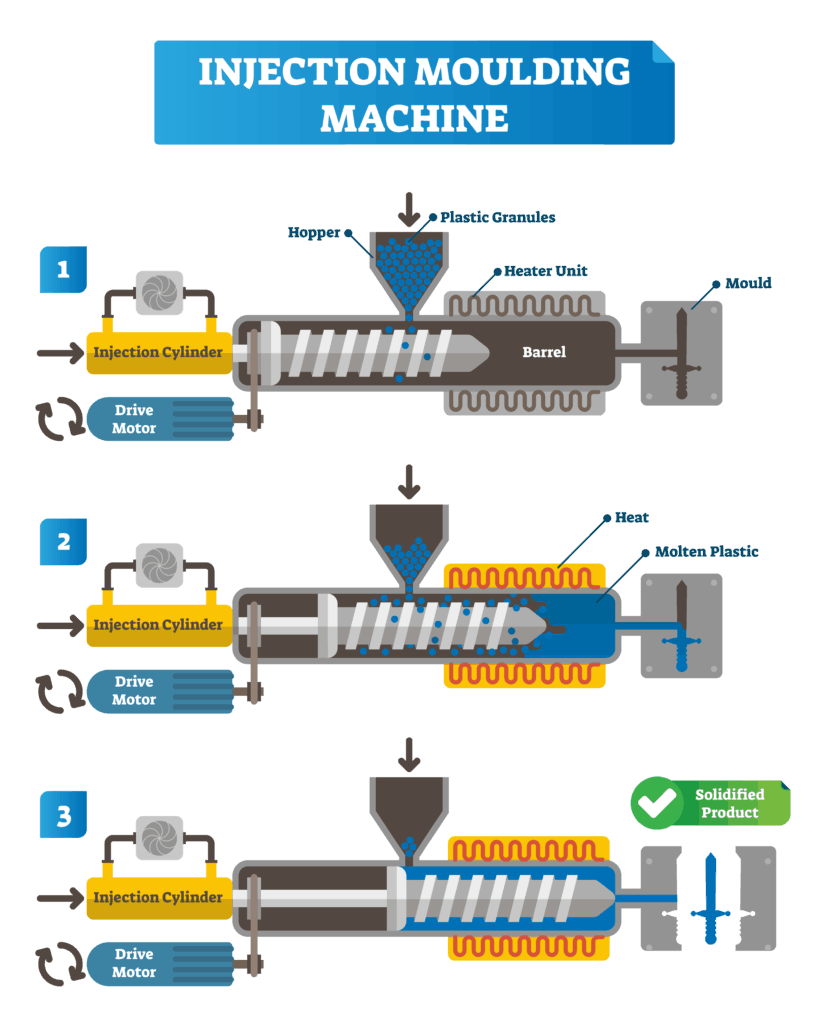
What is injection moulding?
Injection moulding is a manufacturing process for producing parts by injecting molten material into a mould. Injection moulding can be performed with a host of materials mainly including metals, (for which the process is called die-casting), glasses, elastomers, confections, and most commonly thermoplastic and thermosetting polymers. Material for the part is fed into a heated barrel, mixed (Using a helical shaped screw), and injected (Forced) into a mould cavity, where it cools and hardens to the configuration of the cavity. Injection molding is the most commonly used manufacturing process for the fabrication of plastic parts. A wide variety of products are manufactured using injection molding, which vary greatly in their size, complexity, and application. The injection molding process requires the use of an injection molding machine, raw plastic material, and a mold. The plastic is melted in the injection molding machine and then injected into the mold, where it cools and solidifies into the final part.
Why Use Injection Molding:
The principal advantage of injection molding is the ability to scale production en masse. Once the initial costs have been paid the price per unit during injection molded manufacturing is extremely low. The price also tends to drop drastically as more parts are produced. Other advantages include the following:
Injection Molding produces low scrap rates relative to traditional manufacturing processes like CNC machining which cut away substantial percentages of an original plastic block or sheet. This however can be a negative relative to additive manufacturing processes like 3D printing that have even lower scrap rates. Note: waste plastic from injection molding manufacturing typically comes consistently from four areas: the sprue, the runners, the gate locations, and any overflow material that leaks out of the part cavity itself (a condition called “flash”).
Planning a mould part production typically begins with the consideration which manufacturing concept or automation level would be ideally suited in the specific case. The type of article, the envisaged production quantity as well as raw material costs (elastomer compound) are decisive factors when taking one’s choice. It is always the objective to achieve optimal article quality at minimum manufacturing costs. The comparative calculation must therefore not lack the costs for energy, maintenance, waste and the like.
Almost simultaneously the precise compound recipe is being determined. Above all, the material has to ensure technical product requirements, but also must be easily to process and affordable. It is important that the processing properties of the individual material batches do not strongly fluctuate. As soon as an appropriate manufacturing concept and an appropriate compound recipe are found, the injection mould and the required machine can be elaborated respectively designed as second step. After having completed all components, the exact (optimum) process control is established by way of injection tests in the course of which the fine-tuning of the injection mould is also carried out – e.g. optimization of the material distribution onto the individual mould cavities, of injection and/or venting. Compound, mould, machine and process control eventually determine product quality, manufacturing costs and hence profitability of production. Only when these factors are optimally synchronized, a perfect result can be expected.
Injection Moulding (IM Procedure)
With hot runner
With cold runner block
What is rubber extrusion?
The rubber extrusion process begins with the soft, unvulcanized rubber compound being fed into the extruder.
Next, the flutes of the revolving screw will begin to carry the rubber forward into the die, with an increase in pressure and temperature occurring as the material gets closer to the die itself.
Once it reaches the die, the built-up pressure forces the material through the openings, where it will consequently swell in various degrees based on the material compound and hardness. Because of this tendency toward swelling, many extruded parts require plus or minus tolerances on their cross sections. During the vulcanization, the extruded rubber will well or shrink in both its cross section and its length, depending on the type of rubber compound used.
After vulcanization, a length of rubber extrusion will tend to be reduced in dimension more in the center of the length than in the ends.

Extrusion Die for Extruded Rubber
The extrusion die is a precise and specific tool made by cutting an opening shaped in the form of the finished rubber cross section desired through a blank of steel. Once in place, the rubber material will be forced through this die via the pressure that builds up from the revolving screw of the extruder.
Many rubber compounds tend to swell when passing through the extrusion die, causing them to experience an increase in dimensions. Thus, each die is made according to each particular part and material to ensure that all tolerances are met for the finished extruded rubber part.
Extruded Rubber Products
custom rubber extrusions in a range of lengths, shapes and rubber compounds to meet various temperatures, weather and technical specifications. Some of them, such as EPDM or neoprene, can be extruded like dense rubber or like sponge rubber. Common extruded rubber products include:
- Connectors
- Tubing
- Hoses
- Door, cabinet and window seals
- Vibration reducers